Kháng bù ngang sử dụng trên lưới điện 500kV dùng để điều chỉnh cân bằng công suất phản kháng và điều chỉnh điện áp nằm trong ngưỡng vận hành cho phép. Vì vậy, việc đóng cắt kháng thường xuyên diễn ra hàng ngày. Việc đóng cắt máy cắt cuộn kháng sẽ sinh ra các thành phần quá độ trong quá trình đóng cắt máy cắt cuộn kháng. Khi đóng cuộn kháng sẽ xuất hiện dòng điện xung kích và khi cắt cuộn kháng sẽ xuất hiện điện áp quá độ phục hồi (Transient Recovery Voltage - TRV) giữa hai tiếp điểm cắt của máy cắt.
.png)
Hình 1: Điện áp quá độ phục hồi TRV xảy ra giữa 02 tiếp điểm của máy cắt kháng bù ngang
1. GIỚI THIỆU
Cuộn kháng bù ngang được sử dụng để bù cho các tác động của điện dung sinh ra trên đường dây, đặc biệt là để hạn chế sự tăng điện áp phía cuối đường dây khi cắt đột ngột hoặc khi vận hành non tải. Việc đóng cắt kháng bù ngang thường xuyên phụ thuộc vào sự thay đổi của phụ tải hệ thống. Cuộn kháng bù ngang thường được đưa vào vận hành ở mức tải thấp hoặc không tải và đưa ra dự phòng lúc phụ tải cao. Do đó việc đóng cắt kháng trong chế độ vận hành bình thường được thực hiện nhiều lần trong ngày [2]. Do các đặc tính kỹ thuật và mục đích đặc biệt của kháng bù ngang, dòng điện đi qua kháng chủ yếu là dòng cảm ứng và có giá trị nhỏ. Dòng điện này nhỏ hơn đáng kể (10 hoặc 20 lần) so với dòng điện định mức của các máy cắt khí SF6 được sử dụng phổ biến nhất hiện nay, và thậm chí nhỏ hơn đến 200 lần so với dòng ngắn mạch của máy cắt [2].
Các hoạt động đóng cắt của máy cắt kháng bù ngang 128 Mvar tại trạm biến áp 500kV Ô Môn thuộc hệ thống lưới điện truyền tải 500kV Việt Nam thường xuyên xảy ra khi thay đổi phụ tải. Nguyên tắc đóng cắt cuộn kháng bù ngang trong chế độ vận hành bình thường như sau: với phụ tải thấp thì đóng cuộn kháng, còn khi tải tăng lên thì cắt cuộn kháng. Các hoạt động đóng cắt của cuộn kháng bù ngang dẫn đến quá độ điện từ và một số hiệu ứng cơ học khác. Tại thời điểm đóng cuộn kháng, dòng điện khởi động có thể xuất hiện với biên độ lớn (hay còn gọi là dòng điện kích từ) và hằng số thời gian dài. Tại thời điểm cắt cuộn kháng, sự gián đoạn đột ngột của dòng điện cảm ứng nhỏ sẽ gây ra hiện tượng quá điện áp. Sự phản ứng của hệ thống đối với dòng cắt là nguyên nhân sinh ra điện áp quá độ phục hồi (Transient recovery voltage - TRV) [3]. Các ảnh hưởng này về lâu dài sẽ gây nguy hại đến tiếp điểm chính của máy cắt cuộn kháng nếu nó vượt quá điện áp chịu đựng xung đóng cắt của máy cắt. Thực tế vận hành đã xảy ra một số vụ trở ngại bất thường của máy cắt cuộn kháng bù ngang 500kV như tại các trạm biến áp 500kV Sông Mây và Ô Môn mà điện áp quá độ phục hồi TRV là một trong những nguyên nhân chính gây ra các sự cố nêu trên [4].
2. PHÂN TÍCH CÁC ẢNH HƯỞNG KHI ĐÓNG CẮT KHÁNG BÙ NGANG
Việc đóng cắt điện áp cao thường gây ra các nhiễu loạn như ảnh hưởng về điện thế, các họa tần và dòng khởi động. Bảng 1 trình bày các ảnh hưởng khi đóng cắt các loại phụ tải trên lưới điện cao áp.
|
Loại tải
|
Loại đóng cắt
|
Hiện tượng quá độ
|
|
Tải điện cảm: Máy biến áp bù, kháng bù ngang
|
Cắt
|
Đánh lửa lập lại, quá áp
|
|
Đóng
|
Dòng xung kích
|
|
Tải điện dung: Các tụ điện
|
Cắt
|
Đánh lửa lập lại, quá áp
|
|
Đóng
|
Quá áp. Quá dòng tức thời
|
Hình 2.1. ghi nhận một số hình ảnh về sự ảnh hưởng của điện áp quá độ phục hồi TRV tác động lên máy cắt kháng, gây phóng điện bên trong tiếp điểm động của máy cắt kháng K502 pha B tại ngăn lộ kháng bù ngang KH502 trạm 500kV Ô Môn.
.png)
Hình 2.2. Ảnh hưởng của TRV gây phóng điện bên trong tiếp điểm phụ của máy cắt.
3. PHÂN TÍCH ĐIỆN ÁP QUÁ ĐỘ PHỤC HỒI TRV VÀ HIỆN TƯỢNG QUÁ ĐIỆN ÁP PHÓNG ĐIỆN LẶP LẠI
3.1 Điện áp quá độ phục hồi – TRV
Điện áp phục hồi (Recovery Voltage - RV) trong máy cắt là điện áp xuất hiện giữa hai đầu cực của máy cắt xảy ra khi mở máy cắt như trong Hình 3.
.png)
Hình 3: Điện áp quá độ phục hồi TRV xảy ra giữa 02 tiếp điểm của máy cắt.
Khi mở máy cắt kháng bù ngang, tại thời điểm dòng điện dao động, một lượng năng lượng được nạp bởi thành phần điện cảm và điện dung của cuộn kháng bù ngang trước thời điểm cắt kháng, năng lượng này sẽ dao động giữa điện cảm và điện dung ký sinh của kháng bù ngang và tạo ra quá áp tạm thời hay còn gọi là điện áp quá độ phục hồi (Transient Recovry Voltage – TRV) [3].
Điện áp quá độ phục hồi này xuất hiện với biên độ và tần số dao động rất lớn và thường thì pha cắt đầu tiên bị ảnh hưởng bởi điện áp TRV nặng nề nhất. Hình 4 mô tả điện áp TRV xuất hiện tại pha cắt đầu tiên (pha A) của máy cắt kháng bù ngang 500kV - 128 MVar tại trạm biến áp 500kV Ô Môn, tại đó điện áp TRV tăng lên khoảng 2.5 pu tương ứng với điện áp định mức của máy cắt là 550 kV thì điện áp TRV là 1386 kV.
.PNG)
Hình 4: Kết quả mô phỏng điện áp quá độ phục hồi TRV xảy ra khi cắt kháng bù ngang 500 kV – 128 Mvar tại trạm biến áp 500kV Ô Môn trong trường hợp đường dây non tải.
3.2 Hiện tượng quá điện áp phóng điện lặp lại
Đỉnh của TRV bằng với đỉnh của quá điện áp do dòng điện ngắt mạch cộng với đỉnh của điện áp phía nguồn. Nếu máy cắt đã có đủ cường độ điện môi, nó không đánh lửa lặp lại tại thời điểm này và hồ quang được dập tắt thành công. Nhưng nếu tại thời điểm tiếp điểm cắt vừa mở thì khoảng hở tiếp điểm cắt chưa đủ độ bền điện môi để chịu được điện áp xuất hiện trên các tiếp điểm cắt, thì sẽ xảy ra sự đánh lửa lại [3]. Khi xảy ra sự đánh lửa lại, điện áp phía tải nhanh chóng có xu hướng quay về điện áp phía nguồn và tạo ra sự quá mức, hay nói cách khác là quá điện áp phóng điện lặp lại. Điện áp như vậy (tại thời điểm phóng điện lặp lại) sẽ tạo ra điện áp quá độ đặt lên cuộn kháng. Thời gian trước của sóng thay đổi từ ít hơn một micro giây đến vài micro giây và có thể phân bố không đều trên cuộn dây của kháng.
Hình 5 trình bày một số hình ảnh minh họa cho quá trình phóng điện lặp lại diễn ra bên trong máy cắt [5].
+ Hình 4a: dạng sóng TRV diễn ra tại thời điểm cắt máy cắt kháng bù ngang.
+ Hình 4b: dạng sóng của dao động quá áp và phóng điện lặp lại.
+ Hình 4c: dạng sóng của dao động quá áp.
+ Hình 4d: TRV vượt quá cường độ điện môi của máy cắt, phóng điện lặp lại diễn ra.
.png)
Hình 5: Mô tả quá trình cắt thành công và không thành công của máy cắt.
4. PHƯƠNG PHÁP MÔ PHỎNG BẰNG PHẦN MỀM ATP/EMTP
Mô hình mô phỏng được xây dựng dựa trên sơ đồ lưới điện truyền tải Việt Nam năm 2015 [6]. Mục đích lựa chọn xây dựng mô hình mô phỏng theo giai đoạn này nhằm khảo sát lại đúng hiện trạng xảy ra trở ngại bất thường của máy cắt kháng bù ngang 500 kV – 128 Mvar tại trạm biến áp 500 kV Ô Môn [4].
Các kết quả mô phỏng bằng phần mềm ATP về việc phân tích ảnh hưởng quá độ xảy ra khi đóng cắt cuộn kháng bù ngang được thực hiện ở chế độ vận hành bình thường. Bài báo [1] chỉ tập trung phân tích đóng cắt máy cắt kháng bù ngang KH502 - 128 MVar đặt tại trạm biến áp 500 kV Ô Môn thuộc ngăn lộ đường dây 500 kV Nhà Bè - Ô Môn có chiều dài 152.83 km. Trong mô hình mô phỏng này nguồn được cấp từ trạm Nhà Bè về trạm Ô Môn, đây là trào lưu công suất trong chế độ vận hành bình thường trên đường dây 500 kV Nhà Bè - Ô Môn. Điện áp đầu nguồn là điện áp tại trạm Nhà Bè, điện áp cuối nguồn là điện áp tại trạm Ô Môn.
Đường dây trong mô hình mô phỏng có chiều dài thực tế là 152.83 km, thuộc loại đường dây có chiều dài trung bình và mô hình mạch π tương đương được sử dụng trong mô phỏng cho loại đường dây này. Đường dây thực tế trong Hình 6 được mô hình hóa bằng ATP như trong Hình 7.
.png)
Hình 6: Ngăn lộ kháng bù ngang 500kV – 128 Mvar tại TBA 500kV Ô Môn.
.png)
Hình 7: Sơ đồ mô phỏng đóng cắt kháng bù ngang đường dây 500kV Nhà Bè – Ô Môn bằng phần mềm ATP/EMTP.
5. KẾT QUẢ MÔ PHỎNG CẮT MÁY CẮT KHÁNG BÙ NGANG
Kết quả mô phỏng (Hình 7) cho các giá trị TRV xảy ra tại máy cắt CB_3 trong các trường hợp xem xét được cho trong Bảng 2:
.png)
Điện áp quá độ phục hồi TRV xảy ra khi cắt kháng bù ngang trong hai trường hợp không tải và non tải có giá trị rất lớn, xuất hiện lớn nhất trong trường hợp non tải là 1386 kV, lớn hơn gấp 2.52 lần điện áp định mức của máy cắt với Ur = 550 kV.
Điện áp quá độ phục hồi TRV có biên độ lớn nhất xảy ra ở pha cắt đầu tiên (pha A) và dao động với biên độ rất lớn khoảng hàng chục kHz (Hình 8). Thời gian diễn ra quá trình dao động này mất khoảng vài trăm micro giây (µs).
.PNG)
Hình 8: TRV – Trường hợp cắt tại góc cắt 00 khi đường dây non tải.
Qua kết quả mô phỏng tương ứng với sơ đồ vận hành thực tế ở chế độ non tải ta thấy giá trị TRV có biên độ gấp 2.5 lần điện áp định mức của máy cắt. Với kết quả mô phỏng này cần phải xem lại liệu máy cắt đang vận hành thực tế trên lưới có khả năng chịu được giá trị TRV này không, trong đó phải xem xét cụ thể các tiêu chuẩn về TRV dành riêng cho máy cắt kháng. Nếu máy cắt thực tế không có khả năng chịu đựng giá trị TRV này thì cần phải đưa ra các giải pháp cụ thể để hạn chế ảnh hưởng của TRV đến mức thấp nhất có thể.
6. THẢO LUẬN VÀ CÁC GIẢI PHÁP HẠN CHẾ TRV
6.1 Các tiêu chuẩn quy định giá trị TRV cho máy cắt kháng bù ngang
6.1.1 Tiêu chuẩn quy định giá trị TRV cho máy cắt dùng cắt tải có tính cảm
Trong những năm gần đây, nhu cầu thử nghiệm chức năng đóng cắt dòng tải cảm ứng đã tăng đáng kể khi nhiều cuộn kháng bù ngang được lắp đặt vận hành trên lưới truyền tải. Song song với điều này, một loạt các thay đổi về tiêu chuẩn của máy cắt để phù hợp với nhu cầu đóng cắt dòng điện cảm đã ra đời, trong đó tiêu chuẩn IEC 62271-110 đã trở nên hiệu quả và đang áp dụng phổ biến nhất.
Nhiệm vụ đóng cắt tải cảm được tiêu chuẩn hóa theo tiêu chuẩn IEC trong IEC 62271-110 [7]. Phiên bản mới nhất (IEC 62271-110 - Edition 4.0 2017-10) xác định hai yêu cầu kiểm tra cho máy cắt cao áp bao gồm đóng cắt động cơ điện áp cao và đóng cắt cuộn kháng bù ngang. Tiêu chuẩn này có thể áp dụng cho các máy cắt AC được thiết kế để lắp đặt trong nhà hoặc ngoài trời hoạt động ở tần số 50 Hz và 60 Hz trên các hệ thống có điện áp trên 1000V và áp dụng cho đóng cắt dòng điện cảm ứng. Tiêu chuẩn này được áp dụng cho các máy cắt (bao gồm cả các máy cắt theo tiêu chuẩn IEC 62271-100) được sử dụng để đóng cắt dòng điện động cơ cao áp và dòng điện của kháng bù ngang và cả các công tắc tơ cao áp được sử dụng để đóng cắt dòng điện động cơ cao áp như được quy định bởi tiêu chuẩn IEC 62271-106 [7].
Đối với các cuộn kháng bù ngang đang vận hành trên lưới điện truyền tải 500kV ở Việt Nam thì thường có dòng định mức qua kháng nhỏ, khoảng 200 A đến 400 A. Trong khi đó các máy cắt 500kV dùng cho đóng cắt kháng có dòng định mức rất lớn, thông thường từ 3000 A đến 4000 A với dòng điện ngắn mạch đến 65 kA. Điện áp TRV chịu đựng dành cho các máy cắt này được quy định theo tiêu chuẩn IEC 62271-100. Tiêu chuẩn này quy định các kiểu thử nghiệm ngắn mạch ở các chế độ dòng ngắn mạch định mức khác nhau như 10%, 30%, 60%, 100% hoặc sự cố ngắn mạch đường dây hoặc mất pha để tìm ra giá trị TRV chịu đựng của máy cắt [8]. Riêng các máy cắt dùng để vận hành đóng cắt cuộn kháng bù ngang là một ứng dụng đặc biệt vì dòng qua cuộn kháng có tính cảm và rất nhỏ, thường từ 200 - 400 A. Việc đóng cắt cuộn kháng là một đặc tính khó, nhất là khi cắt với dòng điện nhỏ sẽ gây ra điện áp quá độ rất lớn xuất hiện tại tiếp điểm cắt của máy cắt. Tiêu chuẩn IEC 62271-100 dùng riêng cho máy cắt không quy định riêng cho trường hợp này. Vì vậy IEC mới đưa ra tiêu chuẩn riêng cho đóng cắt cuộn kháng với dòng điện nhỏ đó là tiêu chuẩn IEC 62271-110.
6.1.2 Giá trị TRV của máy cắt được thí nghiệm theo tiêu chuẩn IEC 62271-100
Máy cắt cuộn kháng bù ngang K502 dùng để đóng cắt cuộn kháng bù ngang 500 kV - 128 MVar đặt tại ngăn lộ đường dây 500 kV 562-572 trạm Ô Môn, thuộc đường dây 500 kV Nhà Bè - Ô Môn. Đây là máy cắt 500 kV được sản xuất và thí nghiệm theo tiêu chuẩn IEC 62271-100. Thông số báo cáo thử nghiệm của máy cắt được cho trong Bảng 3 [9].
Bảng 3: Thông số TRV của máy cắt theo tiêu chuẩn IEC 62271-100.
.png)
Dựa vào bảng báo cáo, giá trị TRV định mức của máy cắt khi thí nghiệm sự cố ngắn mạch là 817 kV. Nghĩa là theo tiêu chuẩn này thì chỉ thí nghiệm trong điều kiện vận hành xảy ra sự cố thì mới tìm được giá trị chịu đựng TRV định mức của máy cắt. Tiêu chuẩn này không quy định máy cắt hoạt động trong điều kiện vận hành bình thường (đóng cắt cuộn kháng bù ngang với dòng tải nhỏ) thì giá trị TRV chịu đựng là bao nhiêu.
6.1.3 Giá trị TRV của máy cắt được thí nghiệm theo tiêu chuẩn IEC 62271-110
Bảng 4 liệt kê các giá trị TRV chịu đựng của máy cắt theo tiêu chuẩn IEC 62271-110 với điện áp định mức từ 100 kV đến 1200 kV dành cho cuộn kháng bù ngang có trung tính nối đất trực tiếp. Bảng liệt kê giá trị TRV theo tiêu chuẩn IEC 62271-110:2017 được trình bày chi tiết trong Bảng 4 [7].
Bảng 4: Bảng liệt kê giá trị TRV theo tiêu chuẩn IEC 62271-110 của máy cắt.
.png)
Giá trị uc trong bảng được tính như sau:
.png)
và kpp là hệ số giải tỏa cực đầu tiên của máy cắt khi cắt. Thí nghiệm theo tiêu chuẩn này thì kpp = 1.
Tay giá trị này vào (1), ta được:
.jpg)
Kết quả (2) cho thấy khi dùng máy cắt để cắt cuộn kháng bù ngang có trung tính nối đất trực tiếp được thí nghiệm theo tiêu chuẩn IEC 62271-110 thì điện áp quá độ phục hồi xuất hiện tại pha cắt đầu tiên có biên độ là 853 kV. Như vậy đối với máy cắt được sử dụng để đóng cắt cuộn kháng bù ngang với dòng điện nhỏ, trước khi đưa vào sử dụng phải được thí nghiệm giá trị TRV đạt theo tiêu chuẩn IEC 62271-110, nghĩa là giá trị TRV của thí nghiệm của máy cắt phải lớn hơn 853 kV.
6.1.4 Giá trị TRV của máy cắt theo vận hành thực tế
Sơ đồ vận hành theo khảo sát thực tế là cuộn kháng bù ngang có trung tính nối đất thông qua cuộn kháng trung tính và điện trở trung tính. Theo kết quả mô phỏng ở Bảng 2, trường hợp máy cắt khi cắt cuộn kháng bù ngang có trung tính nối đất thông qua cuộn kháng trung tính thì giá trị TRV lớn nhất xảy ra lúc cắt máy cắt tại góc cắt 900 khi đường dây non tải là 1386 kV.
Bảng tổng hợp giá trị TRV chịu đựng của máy cắt theo tiêu chuẩn IEC 62271-110, IEC 62271-100 và theo sơ đồ vận hành thực tế như trong Bảng 5:
.png)
Dựa vào kết quả liệt kê ở Bảng 5 ta nhận thấy máy cắt K502 được thí nghiệm theo tiêu chuẩn IEC 62271-100 có giá trị TRV chịu đựng (817 kV) nhỏ nhất so với giá trị TRV theo tiêu chuẩn IEC 62271-110 (853 kV) và theo vận hành với sơ đồ thực tế (1386 kV). Tuy nhiên giá trị TRV được thí nghiệm theo tiêu chuẩn IEC 62271-100 chỉ thích hợp cho trường hợp cắt ngắn mạch với dòng điện rất lớn, còn trong vận hành đóng cắt kháng bình thường với dòng điện nhỏ thì máy cắt này không có quy định. Giá trị TRV theo tiêu chuẩn IEC 62271-100 thường nhỏ hơn tiêu chuẩn IEC 62271-110 (phiên bản 2017) dùng cho cắt tải có tính cảm với dòng điện nhỏ. Vì vậy đối với các máy cắt dùng để đóng cắt kháng trước khi đưa vào vận hành phải được kiểm tra và thử nghiệm theo hai tiêu chuẩn này.
Nếu tính toán giá trị TRV chịu đựng của máy cắt dựa theo tiêu chuẩn IEC 62271-110 thì giá trị TRV (853 kV) thấp hơn giá trị mô phỏng theo sơ đồ vận hành thực tế (1386 kV). Như vậy, đối với sơ đồ vận hành cuộn kháng bù ngang có trung tính nối đất thông qua cuộn kháng trung tính có giá trị TRV rất lớn, lớn hơn khả năng chịu đựng TRV của máy cắt đang vận hành. Đây chính là nguyên nhân gây phóng điện bên trong tiếp điểm động của máy cắt cuộn kháng K502 pha B tại ngăn lộ cuộn kháng bù ngang KH502 trạm 500kV Ô Môn.
6.2 Các giải pháp hạn chế TRV
6.2.1 Lắp đặt chống sét van (CSV)
Theo sơ đồ đang vận hành thực tế tại ngăn kháng bù ngang 128 Mvar tại trạm biến áp 500kV Ô Môn có lắp đặt chống sét van 03 pha rời, đặt giữa máy cắt K502 và kháng bù ngang KH502 như Hình 9:
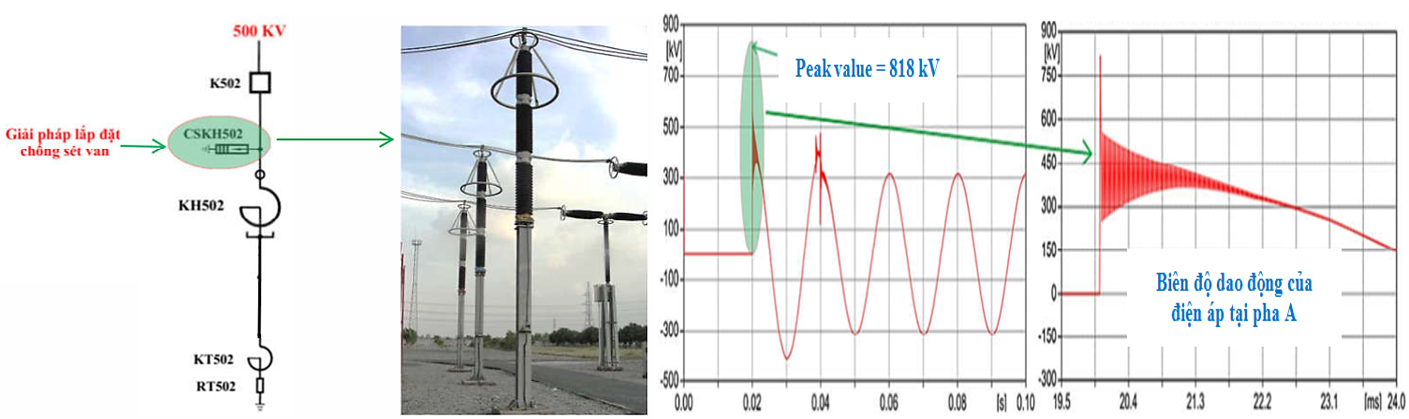
Hình 9: Giá trị TRV và dao động điện áp tại pha A khi cắt MC kháng tại góc cắt 900 khi lắp đặt CSV.
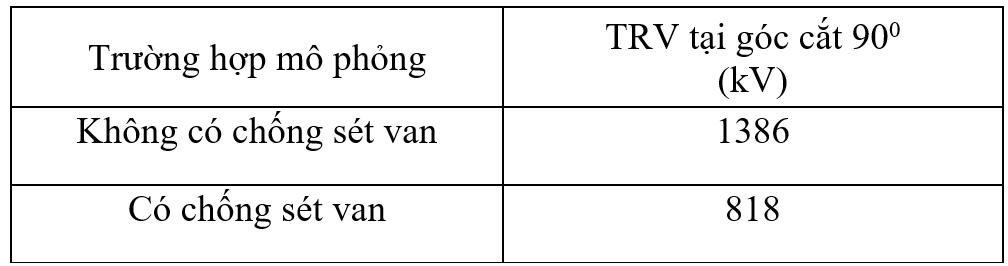
Kết quả mô phỏng TRV sau khi áp dụng giải pháp lắp đặt chống sét van được cho trong Bảng 6:
Dựa vào kết quả mô phỏng ta thấy do TRV xuất hiện tại pha A khi cắt máy cắt 03 pha độc lập nên chống sét van pha A sẽ làm việc khi điện áp TRV đạt mức điện áp làm việc của chống sét van. Điều này dễ nhận ra trong vận hành khi cắt máy cắt cuộn kháng bù ngang xảy ra hiện tượng bộ đếm sét của một pha tăng lên, hai pha còn lại không thay đổi.
Sau khi áp dụng giải pháp lắp đặt chống sét van thì giá trị biên độ đỉnh của TRV giảm đáng kể về giá trị cho phép chịu đựng TRV của máy cắt (818 kV < 853 kV). Tuy nhiên giá trị TRV này vẫn còn khá lớn.
6.2.2 Lắp thiết bị nối đất trung tính kháng bù ngang
Dựa vào kết quả phân tích trong Bảng 5 thì giá trị TRV trong trường hợp kháng bù ngang có trung tính nối đất trực tiếp thấp hơn trường hợp kháng bù ngang có trung tính nối đất thông qua kháng trung tính. Như vậy mục đích lắp đặt thiết bị đóng cắt (máy cắt hoặc dao cách ly) nhằm thay đổi đấu nối phía trung tính của kháng bù ngang sang đấu nối trực tiếp xuống đất theo tiêu chuẩn IEC 62271-110.
Vị trí lắp đặt thiết bị đóng cắt và mô hình mô phỏng trong ATP như Hình 10:
.PNG)
Hình 10: Mô hình mô phỏng giải pháp lắp đặt chống sét van kết hợp dao cách ly bằng phần mềm ATP
Kết quả mô phỏng TRV sau khi áp dụng giải pháp lắp đặt chống sét van kết hợp lắp dao cách ly nối đất trung tính kháng bù ngang như Hình 11:
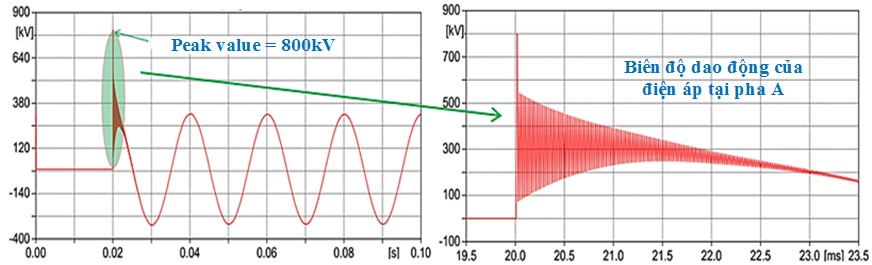
Hình 11: Giá trị TRV và dao động điện áp tại pha A khi cắt máy cắt kháng tại góc cắt 900 khi lắp đặt chống sét van kết hợp dao cách ly nối đất trung tính kháng bù ngang.
Bảng 7 tổng hợp giá trị TRV trước và sau khi áp dụng các giải pháp hạn chế biên độ quá điện áp phục hồi TRV:
.png)
Sau khi áp dụng giải pháp lắp đặt dao cách ly để thay đổi phương thức vận hành phía trung tính của cuộn kháng bù ngang 500 kV - 128 MVar thay đổi từ kháng bù ngang có trung tính nối đất thông qua kháng trung tính à kháng bù ngang có trung tính nối đất trực tiếp, theo Bảng 7 thì giá trị TRV giảm về mức cho phép chịu đựng của máy cắt theo tiêu chuẩn IEC 62271-110 (800 kV < 853 kV).
Qua các phân tích và kết quả mô phỏng nêu trên cho thấy giải pháp lắp đặt chống sét van kết hợp với lắp dao cách ly nối đất trực tiếp trung tính cuộn kháng bù ngang là một giải pháp rất hiệu quả, làm giảm đáng kể giá trị điện áp quá độ phục hồi TRV xảy ra giữa tiếp điểm cắt của máy cắt khi cắt cuộn kháng bù ngang, làm tăng tuổi thọ vận hành của máy cắt và góp phần duy trì ổn định hệ thống điện.
TÀI LIỆU THAM KHẢO
- Tấn Phát T, Ngọc Điều V. Ảnh hưởng của điện áp quá độ phục hồi và biện pháp hạn chế khi cắt cuộn kháng bù ngang ở trạm biến áp 500 kV Ô Môn. Sci. Tech. Dev. J. - Eng. Tech.; 2(2):86-96.
- Ivo Uglešić, Sandra Hutter, Miroslav Krepela, Božidar Filipović- Grčić, Franc Jakl, " Transients Due to Switching of 400 kV Shunt Reactor ".
- IEEE Guide For The Application of Shunt Reactor Switching, Std C37.015-2017 (Revision of IEEE Std C37.015-2009).
- Grid Solution SAS, GE and Alstom joint venture, “Damages on main contact of Circuit breaker switching shunt reactor”.
- S.M.Wong, L.A.Snider, and E.W.C.Lo, “Overvoltages and reignition behavior of vacuum circuit breaker”, International Conference on Power Systems Transients, IPST 2003 in New Orleans, USA.
- Tập đoàn điện lực Việt Nam, Tổng công ty truyền tải điện quốc gia, “Sơ đồ lưới điện truyền tải Việt Nam năm 2015”.
- IEC 62271-110, High voltage switchgear and controlgear – Part 110: Inductive load switching.
- IEC 62271-100, High voltage switchgear and controlgear – Part 100: Alternating current circuitbreakers.
- Data sheets for circuit breaker, type GL 317D, Areva.